







止水铜片接头成型方法及黄冈止水铜片的质量控制止水铜片接头形状分为:黄冈止水铜片T型、W型、V型、十字型、Y型、弧型止水铜片、L型、H型、F型异型等。制作方法一
焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。制作方法二整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、安全可靠、生产效率高、产品质量好等优点。在施工过程中止水铜片的质量控制程序对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。
止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应清除干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。
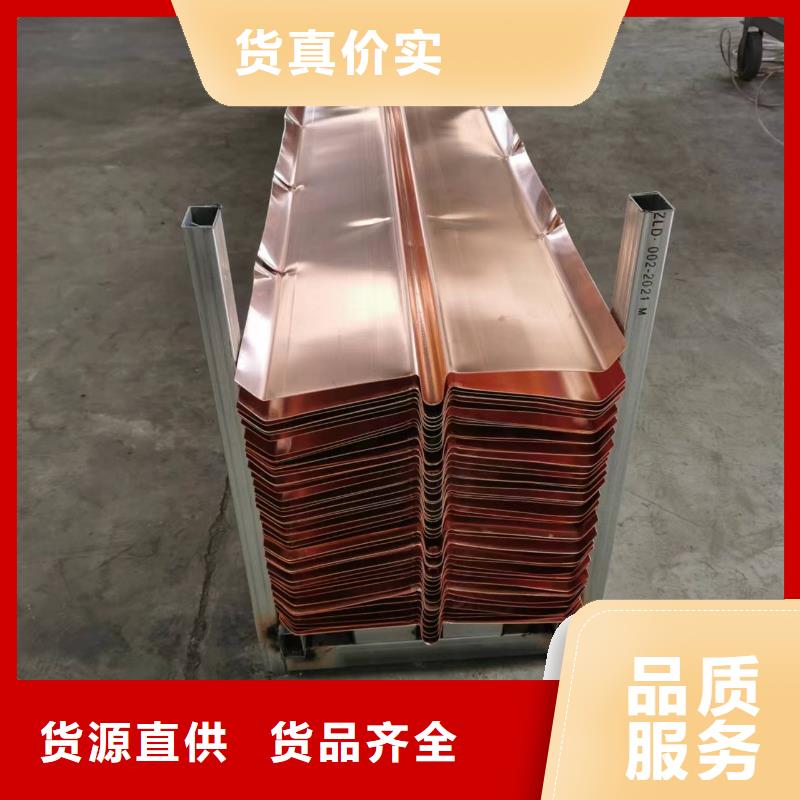
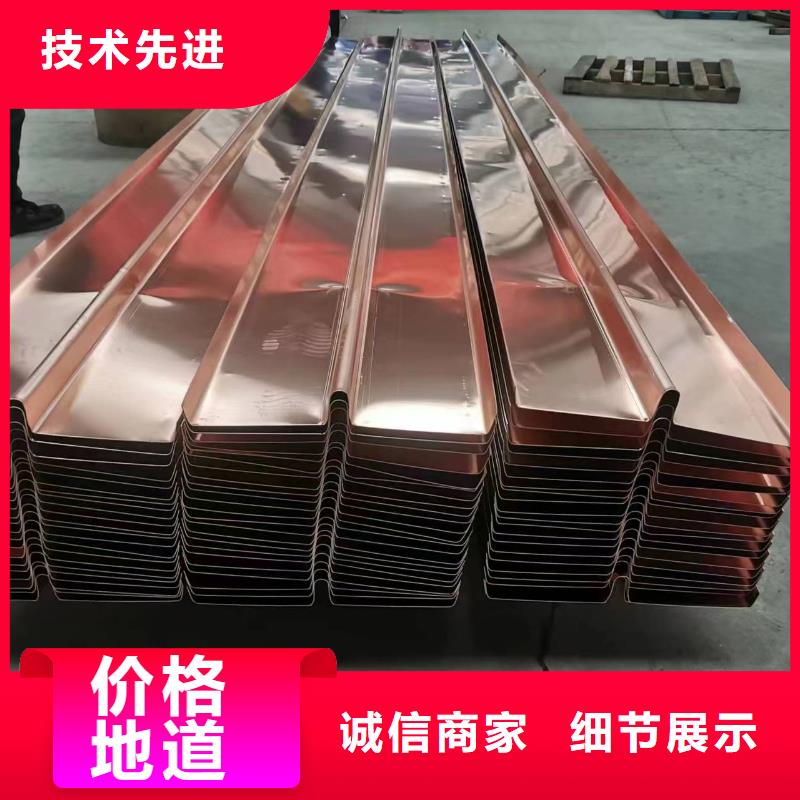
止水铜片的接头,可以根据施工的需要加工成不同的形状。黄冈止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、安全可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。
施工缝是因施工组织需要而在各施工单元分区间留设的缝。黄冈止水铜片施工缝并不是一种真实存在的“缝”,它只是因后浇注混凝土超过初凝时间,而与先浇注的混凝土之间存在一个结合面,该结合面就称之为施工缝。因混凝土先后浇注形成的结合面容易出现各种隐患及质量问题,因此,不同的结构工程对施工缝的处理都需要慎之又慎。
止水铜片沉降缝是上部结构各部分之间,因层数差异较大,或使用荷重相差较大;或因地基压缩性差异较大,总之一句话,可能使地基发生不均匀沉降时,需要设缝将结构分为几部分,使其每一部分的沉降比较均匀,避免在结构中产生额外的应力,该缝即称之为“沉降缝”。
若建筑物平面尺寸过长,因热胀冷缩的缘故,可能导致在结构中产生过大的温度应力,需在结构一定长度位置设缝将建筑分成几部分,该缝即为温度缝。对不同的结构体系,伸缩缝间的距离不同,我国现行规范《混凝土结构设计规范》GB50010-2002对此有专门规定。
可见,除了施工缝,其余两种缝均是真实存在的缝隙。《建筑抗震设计规范》GB50011-2001规定:对有抗震设防要求的建筑物,沉降缝和伸缩缝的宽度都必须满足抗震缝宽度的规定。所谓抗震缝,是因为建筑物平面不规则,或竖向不规则,而对结构抗震不利,而设缝将结构分为若干部分。
由此可见,施工缝受到施工工艺的限制,是按计划中断施工而形成的接缝。混凝土结构由于分层浇筑,在本层混凝土与上一层混凝土之间形成的缝隙,就是常见的施工缝。所以并不是真正意义上的缝,而应该是一个面;而沉降缝是为了克服结构不均匀沉降而设置的缝,须从基础到上部结构完全分开; 伸缩缝是为克服过大的温度应力而设置的缝,基础可不断开; 抗震缝是为使建筑物较规则,以期有利于结构抗震而设置的缝,基础可不断开。
黄冈止水铜片紫铜片止水带 黄冈止水铜片 紫铜止水带价格 按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应清除干净。如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空腔内填满塑性材料。五、紫铜止水带接头必要时进行强度检查,抗拉强度不应低于母材强度的75%。六、紫铜止水带与PVC止水带接头,宜采用螺栓栓接法(俗称塑料包紫铜),栓接长度不宜小于35cm。七、紫铜止水带安装应由模板夹紧定位,支撑牢固。水平止水片(带)上或下50cm范围内不宜设置水平施工缝。如无法避免,应采取措施把止水带埋入或留出。